










Tovarniška dobava 0,35 mm - 50,8 mm HRC50-55 lahka kroglica iz nerjavečega jekla AISI304 316 430 440, ki se uporablja v ležajih
Opis izdelka
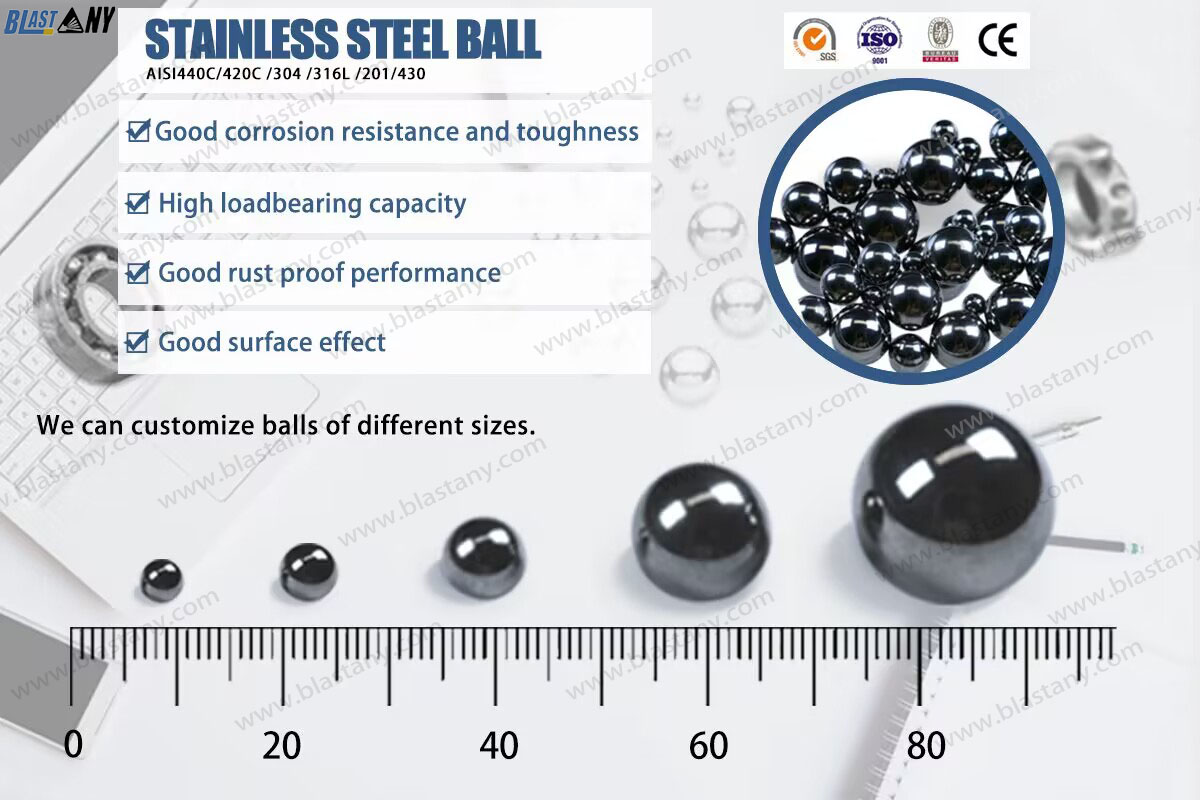
Nerjaveče kroglice so odporne proti koroziji zaradi oksidacijskih raztopin, večine organskih kemikalij, živil in sterilizacijskih raztopin. So zmerno odporne na žveplovo kislino. Nemagnetne lastnosti so na voljo na zahtevo. Uporaba vključuje aerosole, razpršilnike, mehanizme za prstne črpalke, mešalnike za mleko, opremo za predelavo hrane in medicinsko uporabo.
Krogla iz nerjavečega jekla AISI 440C
Velikost: 0,35 mm - 50,8 mm
Razred: G10, G16, G40, G60, G100, G200.
Trdota: HRC56-58, kroglice iz nerjavečega jekla Hartford 440C so pasivizirane, da se odstranijo prosti železni onesnaževalci in olajša spontano tvorjenje zaščitnega pasivnega filma.
Magnetno: Martenzitno jeklo, magnetno
Značilnosti: visoka natančnost, dobra odpornost proti koroziji, močna odpornost proti rji in obrabi.
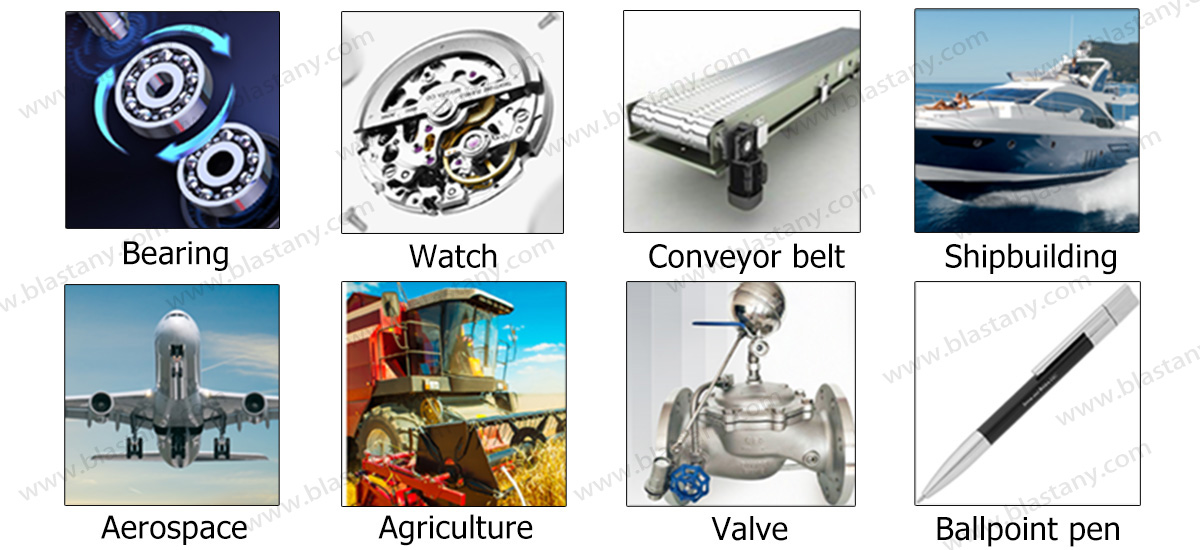
Uporaba: ležaji, žigosanje, hidravlični deli, ventili, vesoljska industrija, tesnila, hladilna oprema, visoko natančni instrumenti itd.
| Kemična sestava | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95–1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0–18,0 | 0,75 | |
Krogla iz nerjavečega jekla AISI 420C
Velikost: 0,35 mm - 50,8 mm
Razred: G10-G1000
Trdota: HRC50-55
Magnetno: Martenzitno jeklo, magnetno, dobra odpornost proti rjavenju, visoka trdota, kroglice iz nerjavečega jekla AISI 420 kažejo dobre lastnosti obrabe in trdoto. Nekoliko manjša trdota in večja odpornost proti koroziji v primerjavi s 440C.
Značilnosti: Splošno znano kot nerjaveče železo, dobra odpornost proti koroziji in žilavost.
Uporaba: Vse vrste preciznih strojev, ležajev, električne opreme, gospodinjskih aparatov, avtomobilskih delov itd.
| AISI 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36–0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0–14,0 | ≤0,60 |
430 krogla iz nerjavečega jekla
Premer: 1 mm–50,80 mm
Trdota: HRC26
Razred: G10-G1000
Značilnosti: nizka cena, slaba odpornost proti rji.
Uporaba: strojna oprema, okraski, dodatki, kozmetika, industrija, industrije z nizkimi zahtevami glede zaščite pred rjavenjem. Mešalniki za kozmetiko, laki za nohte in črtala za oči, toplotni izmenjevalniki, merilni instrumenti in kroglice ventilov.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0–18,0 | - |
Krogla iz nerjavečega jekla AISI 304
Velikost: 0,5 mm - 63,5 mm
Razred: G80-G500
Trdota: ≤HRC21
Magnetno: avstenitno jeklo, nemagnetno
Značilnosti: močna odpornost proti rji, dobra odpornost proti koroziji, široko uporabljena, dobra odpornost proti rji, dober površinski učinek, certifikat o varstvu okolja.
Uporaba: Gospodinjski aparati, kot so ventili, stekleničke za parfume, laki za nohte, otroške stekleničke, avtomobilski deli, klimatske naprave, električni aparati, kozmetika, drsniki ležajev, medicinska oprema, nakit in številne druge industrije.
| Kemična sestava | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0–10,5 | 18,0–22,0 | |
Krogla iz nerjavečega jekla AISI 316L
Velikost: 1,0 mm - 63,5 mm
Razred: G80-G500
Trdota: ≤HRC26
Magnetno: avstenitno jeklo, nemagnetno
Značilnosti: najbolj primeren za panoge z visokimi zahtevami proti koroziji, sposobnost zaščite pred rjavenjem pa je zelo močna, odlična odpornost proti koroziji (razen kloridnih kislin), avstenitni nerjaveč jeklo, ki se ne strdi
Uporaba: Kroglica iz nerjavečega jekla AISI 316L se lahko uporablja za medicinsko opremo, kemično industrijo, letalstvo, vesoljsko industrijo, plastično strojno opremo, stekleničke za parfume, razpršilnike, ventile, lak za nohte, motorje, stikala, likalnike, pralne stroje, hladilnike, klimatske naprave, medicinske materiale, avtomobilske dele, ležaje, instrumente, steklenice.
Krogla iz nerjavečega jekla AISI 316L
| Kemična sestava | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0–15,0 | 16,0–18,0 | 2,0–3,0 | |
Embalaža izdelka
A) Notranje pakiranje: Suho pakiranje ali oljno pakiranje je na voljo glede na vaše potrebe.
B) Zunanja embalaža:
1) železni boben + lesena/železna paleta.
2) 25 kg poli vreča + škatla + lesena paleta ali lesena škatla.
pakiranje po meri.

Parameter izdelka
| Naša kroglica iz nerjavečega jekla je sestavljena iz 440C, 420C, 304, 316 in 201. Kemična sestava je naslednja. | |||||||||
| Kemična sestava (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C SS krogla | 0,95–1,2 | 16–18 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| AISI420C SS krogla | 0,26–0,43 | 12–14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| AISI304 SS krogla | ≤0,08 | 18–22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8–10 | ---- |
| AISI316L SS krogla | ≤0,08 | 16–18 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2,0–3,0 | 12–15 | ---- |
| AISI201 SS krogla | ≤0,15 | 16–18 | ≤1,0 | 5,5–7,5 | ≤0,045 | ≤0,03 | ---- | 0,35–0,55 | 1,82 |
| AISI430 SS krogla | ≤0,12 | 16–18 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
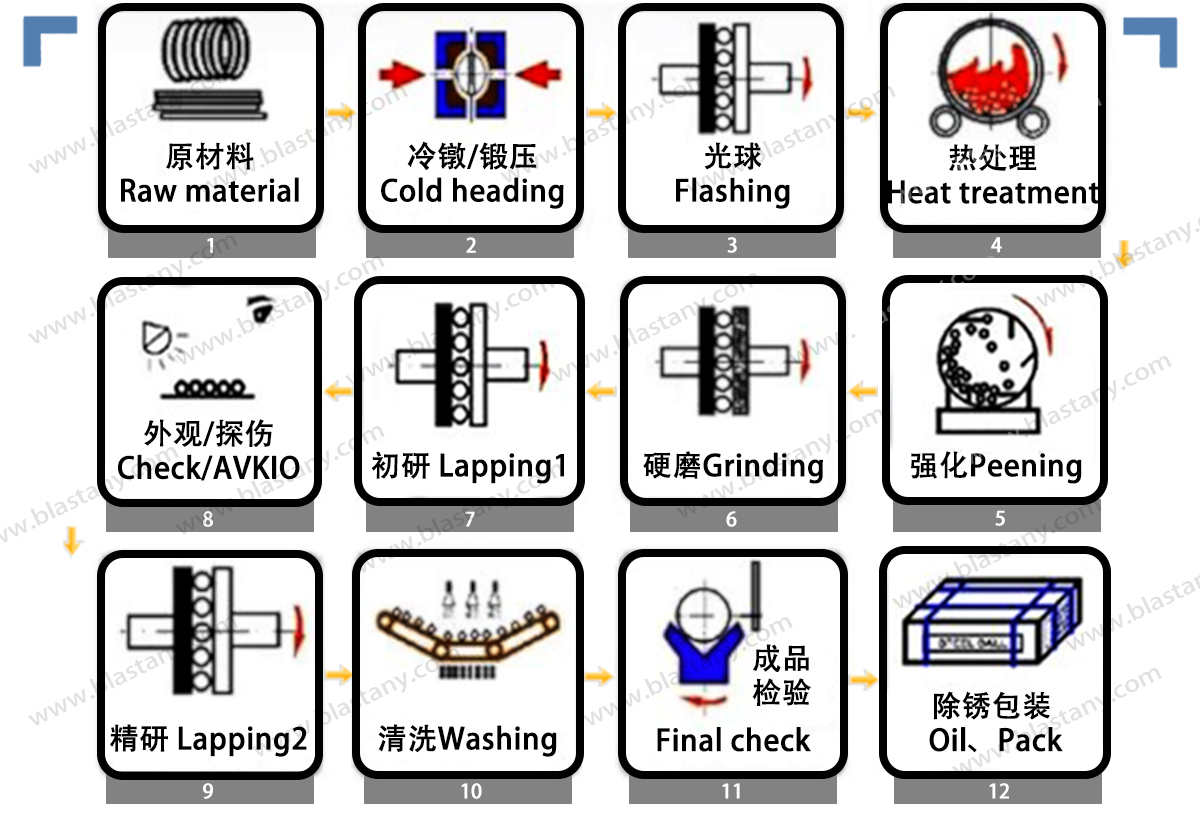
Proizvodni tokovi
Pregled surovin
Surovina je dobavljena v obliki žice. Najprej inšpektorji kakovosti vizualno pregledajo surovino, da ugotovijo, ali je kakovost ustrezna in ali so prisotni kakršni koli napaki v materialu. Nato preverijo premer in pregledajo certifikate surovine.
Hladna smer
Stroj za hladno kovanje razreže določeno dolžino žičnega materiala v valjaste kose. Nato dve polkrogli polovici matrice za kovanje oblikujeta kos v približno okroglo obliko. Ta postopek kovanja se izvaja pri sobni temperaturi in se uporabi majhna količina dodatnega materiala, da se zagotovi popolna zapolnitev votline matrice. Hladno kovanje se izvaja z zelo visoko hitrostjo, s povprečno hitrostjo ene velike kroglice na sekundo. Manjše kroglice se kovajo s hitrostjo dveh do štirih kroglic na sekundo.
Utripa
Med tem postopkom se odvečni material, ki se tvori okoli krogle, loči. Kroglice se nekajkrat prelijejo med dvema žlebljenima litoželeznima ploščama, pri čemer se med kotaljenjem odstrani majhna količina odvečnega materiala.
Toplotna obdelava
Deli se nato toplotno obdelajo s postopki kaljenja in popuščanja. Za zagotovitev, da so vsi deli v enakih pogojih, se uporablja rotacijska peč. Po začetni toplotni obdelavi se deli potopijo v oljni rezervoar. To hitro ohlajanje (kaljenje v olju) povzroči nastanek martenzita, jeklene faze, za katero so značilne visoka trdota in odlične obrabne lastnosti. Nadaljnje popuščanje dodatno zmanjša notranje napetosti, dokler ležaji ne dosežejo končne določene meje trdote.
Brušenje
Brušenje se izvaja pred toplotno obdelavo in po njej. Končno brušenje (znano tudi kot trdo brušenje) približa kroglo končnim zahtevam.Vrhunska kakovost natančne kovinske krogleje merilo njene celotne natančnosti; nižja kot je številka, natančnejša je krogla. Stopnja krogle zajema toleranco premera, okroglost (sferičnost) in hrapavost površine, imenovano tudi površinska obdelava. Proizvodnja preciznih krogel je serijski postopek. Velikost serije je določena z velikostjo strojev, ki se uporabljajo za brušenje in lepanje.
Lepljenje
Lepanje je podobno brušenju, vendar ima bistveno manjšo hitrost odstranjevanja materiala. Lepanje se izvaja z dvema fenolnima ploščama in zelo fino abrazivno suspenzijo, kot je diamantni prah. Ta končni proizvodni postopek močno izboljša hrapavost površine. Lepanje se izvaja zaradi visoko natančnih ali super natančnih krogličnih razredov.
Čiščenje
Čiščenje nato odstrani vse procesne tekočine in ostanke abrazivnega materiala iz proizvodnega procesa. Stranke, ki zahtevajo strožje zahteve glede čiščenja, na primer na področju mikroelektronike, medicinske ali živilske industrije, lahko izkoristijo prednosti bolj dovršenih možnosti čiščenja podjetja Hartford Technologies.
Vizualni pregled
Po primarnem proizvodnem procesu vsaka serija preciznih jeklenih kroglic opravi več kontrol kakovosti med proizvodnim procesom. Izvede se vizualni pregled, da se preveri morebitne napake, kot sta rja ali umazanija.
Valjčno merjenje
Valjčno merjenje je 100-odstotni postopek sortiranja, ki ločuje tako premajhne kot prevelike precizne jeklene kroglice. Oglejte si našo ločeno ponudbo.video o postopku merjenja valjev.
Nadzor kakovosti
Vsaka serija preciznih kroglic se pregleda, da se zagotovijo zahteve glede tolerance premera, okroglosti in hrapavosti površine. Med tem postopkom se ocenijo tudi druge pomembne lastnosti, kot sta trdota, in morebitne vizualne zahteve.
Kategorije izdelkov
-

AISI1010/1015/1085 Kroglica iz visoko/nizkoogljičnega jekla 0 ...
-

Najboljša cena silicijeve kovinske grudice/moč 2202 3303 4...
-

Visokokakovostni lito jekleni krogelni naboj z visoko odpornostjo proti obrabi ...
-

10MM DO 130MM livarski brusilni medij za jeklene kroglice ...
-

Roza fundirana aluminijeva oksida PA
-

Visoko trdotni ognjevzdržni rjavi taljeni aluminijev oksid
